In 1952, the Chicago Tribune reported that the city of Chicago produced more steel than the entire country of Great Britain. This remarkable feat was achieved through the combined efforts of the city’s numerous steel mills.
The long and colorful history of Chicago’s steel mills begins in 1857 with the opening of the city’s first steel mill, North Chicago Rolling Mill Company. Within three years, the mill became one of the biggest companies in the area, with its primary focus on making rails for the railroad.
Slowly but surely, more steel mills opened for business. A majority of them opened their doors on the South Side, including:
Wisconsin Steel. Originally known as the Joseph H. Brown Iron & Steel Company, the mill went through several names before settling on Wisconsin Steel. It ultimately shut down in 1980 after more than 100 years in operation.
Republic Steel. Business for Republic Steel grew steadily after the Second World War, but the mill is best known because of the Memorial Day Massacre in 1937. Ten people were killed and 105 injured when a peaceful protest in response to the company’s refusal to recognize the steel workers union turned deadly.
Acme Steel. Acme Steel was in operation until 2001, when it closed after several years in bankruptcy. It was home to Chicago’s last blast furnace, which was torn down a few years later.
Youngstown Sheet & Tube. Originally known as Iroquois Steel, Youngstown was one of four companies that went on strike—resulting in the Memorial Day Massacre.
South Works. This South Side plant was an expansion of the North Chicago Rolling Mill. It was once the largest mill in the area, employing nearly 20,000 people.
Over time, all of these mills became part of U.S. Steel, the world’s largest business enterprise at the time and founded by none other than J. P. Morgan, the steadfast financier who dominated the corporate landscape throughout The Gilded Age.
As the demand for steel grew, so too did the demand for labor. To fill the vacant jobs in the steel mills, immigrants began to flock to the area, resulting in significant overcrowding in parts of the city and surrounding towns.
Chicago’s Immigrants Begin to Arrive
(Scrap salvaged during WWII – 1942) Pic courtesy of the Library of Congress
For several decades, the high wages offered by the steel mills attracted immigrants from around the world. In the 1870s and 1880s, people came from Ireland, Scotland, and Germany to find work in the blossoming steel industry. From the late 1800s until World War I, Polish and Serbian immigrants began to arrive. After the war, they came from the southern United States and Mexico.
The growth of Chicago’s steel industry can be largely attributed to the city’s close proximity to the Great Lakes and the Calumet River. This location provided access to both an immigrant workforce from the surrounding neighborhoods and easy transportation for raw materials and finished goods.
As the number of steel workers in the area grew, they began to recognize the need for safe working conditions and fair pay and attempted to organize to make their demands. When some of the smaller steel companies, known as “Little Steel” (in opposition to U.S. Steel— “Big Steel”), refused to sign a union contract, the Steel Workers Organizing Committee (SWOC) staged a strike which was more than unsuccessful: it was tragic. Police fired on the unarmed crowd of protesters, resulting in 10 deaths and more than 100 injuries, an event known as the Memorial Day Massacre.
The Steel Mills Begin to Close
As modern American industry began to change over the decades, one by one, the steel mills began to close.
Wisconsin Steel shut down in 1980 without warning its employees, leaving more than 3,000 people suddenly without a means of supporting themselves and their families. South Works closed its doors in 1992 after two decades of downsizing. After enduring several bankruptcies throughout the 1980s and 1990s, Republic Steel ended all of its operations in the early 2000s.
Although shutting down these massive companies had an overwhelming impact on the community and the people who relied on the mills to make a living, even as they went away, the immigrants remained. They had made their homes in the The Windy City.
Manor Tool & Manufacturing + Chicago
Chicago’s sprawling steel industry called for additional services to support steel production. With that in mind, Manor Tool opened in 1959 as a tool and die shop.
Since then, we have expanded our service offerings to include metal stamping, specializing in punching, bending, forming, and deep drawn stamping for prototype to high volume production runs. We work with a wide range of metals, including stainless steel, carbon steel, and much more. Our metal stamping capabilities include:
At Manor Tool, we’re proud to be a part of the long tradition of steel production and metal stamping in Chicago, and we look forward to helping shape the industry for years to come. We serve the greater Chicago area and beyond, so we invite you to contact us and request a quote to learn more.
When you think of pizza (and let’s face it, who doesn’t think of pizza on a regular basis?) your mind may wander into the various offerings depending on your geography. New Yorkers think of wide, foldable crusts with a touch of blistered char, just thick enough for a toothsome chew. Californians picture thin, crisp crusts topped with innovative combinations of ingredients. But if you’re in Chicago, pizza means a pie with a hearty crust and layers of toppings all served up via deep-dish pizza pans.
Chicago was a popular area for Italian immigrants from the end of the 19th century to the early 20th century. As they flocked to the city, they brought with them their love of pizza. This passion resulted in a new culinary creation that married Italian and American traditions: deep dish pizza. Thicker than a Neapolitan style pizza, but thinner than a Sicilian, deep dish pizza features a hearty crust, sauce over its cheese, and various meats and vegetables. To note, the first one was sold by Ike Sewell and Ric Riccardo at Pizzeria Uno in 1943.
The Deep-Dish Pizza Pan
Image courtesy of Pizzeria UNO
To facilitate the construction of deep-dish pizza, pizzamakers use pans that are specifically designed to allow the crust to extend up the sides and form a shallow container for the other pizza ingredients. In most respects, standard and deep-dish pizza pans are the same. However, deep dish pizza pans are distinguished by their taller metal walls. In addition to making it easy to cook deep dish pizza, they can be easily stacked and carried and used for proofing dough.
These pans are generally available in round and square shapes and are made from aluminum or tin-plated stainless steel. Non-stick coatings can also be added to allow for easier cleanup.
How Are Deep Dish Pans Made?
Manufacturers use deep drawn stamping to create a wide range of metal products, including deep dish pizza pans. This manufacturing technique employs a custom stamping die and stamping press to form sheet metal into hollow shapes.
Deep drawn stamping is ideal for producing deep dish pizza pans for a number of reasons, including:
Minimal warpage. As metal stamping is a cold forming process, it does not use heat to produce parts. This quality allows for the production of more precise and accurate parts as there is no chance of thermal warpage.
High product strength. Deep drawing strengthens metal through a process called strain hardening, which rearranges the metal’s crystalline structure as it is pressed into shape. After deep drawing operations, finished stamped parts tend to demonstrate greater material hardness and strength.
No seams. Seams can serve as weak points in formed and assembled parts and increase the risk of leakage or breakage. Deep drawn pieces are stamped out of a single sheet of metal, meaning they have no seams.
By using deep drawing to produce deep dish pizza pans, the result is a sturdy pan that can be used to create a chewy crust with a crisp exterior and a bubbling cauldron of sauce, cheese, and toppings within.
Deep Drawn Stamping Services from Manor Tool
At Manor Tool & Manufacturing, we offer custom deep drawn stamping services for industries ranging from aerospace and automotive to refrigeration and restaurant service. Our stamping capabilities allow us to produce countless parts and components, including deep dish pizza pans.
Our team is equipped with a fleet of over 30 400-ton presses, each of which allows for various press strokes and stamping capacities. Combined with our team’s knowledge and years of experience in stamping, this equipment allows us to stamp several types of material, including aluminum, brass, copper, nickel, plastic, and steel, in thicknesses of 0.005 to 0.5 inches with tight tolerances. To ensure the quality of our products, all deep drawn stamped products, assemblies, and sub-assemblies are subjected to rigorous ISO 9001:2015 certified quality control measures throughout the production process.
If you need a deep drawn stamped product, our expert team can take your project from design to end product. For more information on our stamping capabilities or to partner with us, contact us or request a quote today.
According to international market research and consulting expert Grand View Research, global demand for metal stamping products and services will reach $299.63 billion USD by 2025. This trend is partially driven by the increasing variety of metal stamping applications in the automotive, industrial machinery, and consumer electronics industries. Similarly, increased reliance on sheet metal applications will support growth and innovation in these same industries.
Despite the increasing tariffs on imported Chinese materials and goods such as steel and aluminum, the U.S. manufacturing sector is showing signs of positive job growth. With no end in sight yet for the ongoing economic negotiations between the two countries, it’s more important than ever for OEMs and manufacturers to consider reshoring and tooling transfer initiatives to diversify their supply chains and minimize potential disruptions down the line.
Key Metal Stamping Trends
Metal stamping is a cost-effective process that allows manufacturers to meet customer expectations without risking profits. A diverse group of industrial manufacturers use metal stamping to control costs while delivering superior products.
In the automotive industry, passenger vehicles use metal stamped parts to maintain safety standards and control consumer costs.
In the aerospace industry, metal stamped parts facilitate the production of ultralight planes that use less fuel.
In the solar industry, metal stamping makes it easier to deliver power to impoverished areas with few options.
In the agricultural industry, farmers use metal stamped parts to decrease their repair and maintenance costs for automated processing equipment.
Metal stamping also supports a range of important processes that allow manufacturers to customize the look, fit, and function of the products they create. These processes include:
Embossing
Blanking
Bending
Coining
Flanging
Besides these trends, these factors directly impact the growth and benefits of metal stamping.
The popularity of sheet metal continues to rise in the manufacturing sector. Businesses find sheet metal to be a flexible and dependable material when compared to other options.
With the lower material costs, manufacturers that use sheet metal can produce their pieces with less investment. By using metal stamping techniques, industrial businesses will realize higher profits.
The increase in industrial metal stamping is driving competition, collaboration, and innovation among manufacturers. As businesses see the value of these methods, more manufacturers are offering these services to their clients.
Custom Metal Stamping Services from Manor Tool & Manufacturing
At Manor Tool and Manufacturing, we work with customers from a diverse range of businesses to create quality components right here in the United States. We’re committed to continuing to make America’s manufacturing and industrial sectors strong through our commitment to reshoring initiatives. To learn more about how a tooling transfer can help ease the potential for disruption in your supply chain, download our guide Everything You Need to Know About Transferring Tooling.
Find out how Manor Tool & Manufacturing can help you improve your manufacturing processes with our custom metal stamping services. Contact our representatives to talk about the benefits of metal stamping for your project.
Which Edge Type is Right for Your Deep Drawn Stamping?
On many projects our customers have a hard time determining the proper edge type for their deep drawn stamping design. The edge type can be the difference in a cost effective and ready to assemble part. This guide will help you determine the best edge type for part performance and cost savings.
Blank and Draw With Un-Trimmed Flange
If your design requires a flanged edge but it is not a critical dimension, you can use the “Blank and Draw with Un-Trimmed Flange” edge type to save on your cost per part. This option uses no additional tooling and results in an irregular flange diameter. It will not be concentric to the overall drawn part. Please specify the burr side in your design.
Blank and Draw With Trimmed Flange Diameter
When the flanged edge of your deep drawn part is a critical dimension for assembly, specify the “Blank and Draw with Trimmed Flange Diameter”. The process produces precision flange diameters through additional tooling or stations. The extra stations or tools will increase the cost per part and be more expensive than other edge type options, but it will produce assembly ready pieces. Please specify flange and burr direction when designing your part with this edge type.
Pinch Trim Cut
If your design does not require a flange, and a slight flare at the edge of your deep drawn part is acceptable, the “Pinch Trim Cut” is an option. The size of the flare at the open end of the draw will depend on the material thickness. With the “Pinch Trim Cut” edge you can specify your cut, break, and burr side preference when designing your deep drawn part. It is possible that additional tooling may be required for certain combinations of material thickness, depth, and burr direction. However, the goal is to do all of this in the same process to keep costs down.
Shimmy Die Cut
If your design requires a completely clean cut edge or the sidewalls of your deep drawn part will have notches or shapes, the “Shimmy Die Cut” is an alternative. Additional tooling is required to achieve this precision and with that comes increased cost per part. Select this edge type when your design mandates a clean edge or additional cut features in the open end of the draw. Keep in mind that the burr will be on the inside of the draw.
Flush Trim Cut
The “Flush Trim Cut” is a cost effective alternative to the “Shimmy Die Cut”. As the cut can be performed during the draw process, no additional tooling is required for a 10-25% of stock thickness radius on the inside of the draw. If the radius is acceptable for your design, the cup side burr is not going to cause assembly issues, and a completely clean cut is not required, this is an option to explore to save manufacturing costs.
Blank and Draw No Flange
When side wall edges are not important for your final part, the “Blank and Drawn No Flange” provides the most cost effective solution. There is no additional design or tooling cost as the edge is allowed to shape in an irregular fashion. The resulting edge will be inconsistent and varied based on the depth of the draw and the stock material thickness. The burr will be on the inside of the draw. If the finally assembly of your product does not require a precise edge on the deep drawn parts, this is an area where you can save on production costs at the design stage.
Common Industries for Deep-Drawn Stamping
Deep-drawn stamping is a popular and versatile way to form metal sheets into hollow, axisymmetric shapes. Using this manufacturing technique, stampers work with dies to shape large metal sheets, or blanks, into specific forms. This stamping method is distinct from other metal stamping techniques in that it creates deeper objects and components than other methods can accommodate. In fact, stamping is typically only called deep drawing if the item’s depth is at least as long as its radius.
This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:
Sinks
Plumbing fixtures
Baking pans
Automotive parts
Beverage cans
Casings
And many other products
One of the key benefits of deep-drawn stamping is that it allows for low-cost production at high volumes. This efficiency is possible even when extremely precise tolerances are required because the process can continue with little downtime once the proper molds have been cast and the proper dies have been configured. Deep-drawn stamping is indispensable to large swathes of the global manufacturing community, and we explore a few of its most common industrial uses below.
Medical and Pharmaceutical
Medical and pharmaceutical tools must be manufactured with extremely high precision to comply with industry standards. They’re often made of steel alloys and other metals because these materials are easy to disinfect. Because deep-drawn stamping complies with the wide range of geometries, tolerances, and biocompatibility issues required by medical device manufacturers, the technique is used to produce subcomponents for:
Syringes
Oxygen tanks
Thermometer probe covers
Surgical devices
And many other medical technologies
Agriculture
Deep-drawn stamping is used to manufacture a diverse array of plumbing and irrigation system components because many of these parts require axisymmetric shapes that can resist leaks and withstand a wide variety of corrosion risks and weather issues. Some agricultural subcomponents built using deep-drawn stamping include:
Irrigation pipes
Connectors
Casings
Pumps
Military
Deep-drawn stamping’s ability to mass produce large volumes of intricate items at tight tolerances and with quick turnaround times can prove crucial in military applications, which rely on this technique to build weapon casings and components.
Aside from the benefits it brings to weapon component manufacturing, deep-drawn stamping also produces parts integral to military vehicles including automobiles, airplanes, and aquatic vehicles. Some examples of these abilities include:
Exhaust mufflers
Engine and body mounts
Jounce bumpers
Aerospace
The aerospace industry relies heavily on deep-drawn stamping to manufacture high-precision subcomponents for planes that can withstand the extreme pressure fluctuations and adverse environmental conditions that aircraft regularly encounter. Deep-drawn stamping can work with many of the lightweight metals crucial to aerospace manufacturing, particularly aluminum. Using this technique, aerospace manufacturers build everything from motor and seat components to equipment casings and enclosures.
Consumer Goods
Thanks to the range of shapes accommodated by deep-drawn stamping, there is a correspondingly large number of consumer goods that can be fabricated using the technique. Common home receptacles and tools, including cans, pots, and pans, can be made efficiently and cost effectively through deep drawing. Other possibilities include:
Home and garden décor
Storage or food and beverage containers
Trash cans
Furniture Subcomponents
Energy
Some of the most critical electrical components are produced via deep-drawn stamping, including batteries and solenoids. Larger components such as enclosures for generators are also viable candidates for deep-drawn production, and this process is used to build many prevalent components in electric substations as well.
Manor Tool’s Deep-Drawn Stamping Capabilities
Virtually every industry in today’s manufacturing climate relies on deep-drawn stamping because of its versatile ability to produce a wide range of precision components at high volumes. At Manor Tool, we’re experts in providing customizable deep-drawn stamping solutions for every industrial sector.
No matter your project’s specific manufacturing requirements, we at Manor Tool are eager to help you find an optimal stamping solution. For more information about our offerings, or to inquire about our ability to match your expectations, feel free to contact us or request a quote today.
After being honorably discharged from the Marine Corps in 1945, Lee Simeone, like so many other young men, found work in America’s booming industrial sector. At the time, the United States was undergoing exponential economic growth as it operated under the Marshall Plan to rebuild Europe. Simeone found work making tools and dies, rising through the ranks of local plants in the Chicago area until, in 1959, he decided to found his own company.
Thus, the Manor Tool & Manufacturing Company was born. Simeone made a $9,000 down payment on a facility in Schiller Park, IL, from which our company grew into the expansive metal stamping, fabricating, and part assembly powerhouse it is today.
After leading the company for 36 years, Lee Simeone went into semiretirement in 1995. He promoted his son, Thomas Simeone, and son-in-law, Ken Galeno, to take on the mantles of president and vice president, respectively. Under the leadership of Simeone and Galeno, Manor Tool has grown to a 32-press facility, offering a full range of services including:
Design and engineering
Tool and die fabrication
Metal stamping
Deep-draw stamping
Custom tooling and fabrication
Secondary machining and finishing services
Company History and Accomplishments
Since 2000, we’ve upgraded our production department to include a 400-ton stamping press, a 330-ton Servo press, and an automated robotic production cell to complement our 32 stamping presses. But one thing that’s never changed is our proud tradition as an independent, family-owned company.
For this reason, we’ve spent the last number of years investing in our employees, putting future technology, equipment, and leadership directly into the hands of the people who have helped us come so far. We’ve also spent the last 11 years expanding our footprint across Illinois, acquiring Vogel Tool in 2008 and creating CLL Engineering in 2011 to produce tube fabricating tools and gasket dies, respectively.
Manor Tool also seeks to cement its place as a community resource to both the manufacturing world and to our neighbors in Illinois. Many of our employees count themselves as members of the Technology and Manufacturing Association, which is one of the largest associations of its type with accomplishments dating back to 1925. We also partner with local high schools and community colleges to sponsor shop classes and other training programs for the next generation of manufacturers.
Preparing For the Next 60 Years of Success
We at Manor Tool and Manufacturing are proud of our achievements in the metal stamping industry from the last 60 years, and we seek to build on these successes so that we could provide customers with innovating metal stamping solutions far into the future.
To ensure we provide only the highest-quality metal stamped products to our customers, Manor Tool & Manufacturing Co. is now ISO 9001:2015 certified in the following areas:
Manufacture of Precision Metal Stampings
Deep Drawn Stampings
Machined Components and Assemblies for Various Industries
Design and Construction of Tooling
Manor’s pledge to industry-leading quality begins even before the work does. Our engineers and quality inspectors work closely with our tooling and development experts to guarantee excellence from the start. We closely monitor every step of the manufacturing process to ensure that products not only meet but exceed the most stringent standards. We’re constantly striving to improve processes, keeping customers’ satisfaction at the forefront of everything we do. Earning the prestigious ISO 9001:2015 certification is just another way to show our commitment to superior quality.
“Achieving ISO 9001:2015 certification for Manor Tool was a team effort, and the process went smoothly thanks to the hard work and dedication of everyone involved. I worked together with all of our different departments, including sales, purchasing, production, inspection, and tool room in order to update our procedures to incorporate risk assessments. By continuously assessing the risk of taking on a large project and the demand associated with that, we can continue to help our customers meet their goals,” said Lucy Lopez, quality assurance manager for Manor Tool.
Understanding the ISO 9000 Family of Certifications
The ISO 9000 family of certifications was first published in 1987 by the International Organization for Standardization (ISO), laying out the basic principles of quality management systems. Put simply, this family of certifications provides critical tools and guidance for companies and organizations that want to ensure quality standards are being met.
The ISO 9000 series is based on seven fundamentals:
Customer focus
Leadership
Engagement of people
Process approach
Improvement
Evidence-based decision making
Relationship management
The layout is similar to the previous ISO 9001:2008 standard, following the “plan, do, check, act” method, but the new ISO 9001 certification places more emphasis on risk-based thinking. The general purpose of these quality objectives is to assess company adherence to the requirements, facilitate effective deployment of necessary initiatives, and improve quality management systems overall.
ISO 9001:2015 requires companies to document any other procedures required for compliance, and issue and communicate a documented quality policy, a quality management system scope, and key quality objectives. Organizations certified to the ISO 9001:2008 standard have a three-year period to transition to ISO 9001:2015. That transition period ends in September 2018. A new version of ISO 9001 is released about every seven years.
Benefits of the ISO 9001:2015 Certification
ISO 9001:2015 certification is important for a number of reasons. Though the certification isn’t law, it’s the world’s most popular standard for quality management systems. Earning the certification reflects a high level of professionalism and shows that a company’s products and services are of a consistent quality.
ISO 9001:2015 certification also illustrates that a company’s offerings meet customers’ unique requirements. Plus, abiding by these guidelines can allow for streamlined business processes as they are continuously improved upon, saving money and time for both Manor and their customers.
Certificates such as ISO 9001: 2015 are invaluable tools in the industrial sphere, helping companies provide better quality and higher service while offering customers ultimate peace of mind. As Lopez said, “A customer will always want to choose a supplier that is proactive about achieving this certification and has the appropriate procedures in place.”
Learn More
Visit our Quality Assurance Department page to download a copy of our ISO 9001:2015 certification for your records.
For students, spring break often represents a time to kick back and relax with friends and family before the end of the school year as the busy summer months approach. But not all seniors use their time to unwind; some students keep going full speed ahead.
At Manor Tool, we’re doing our part to decrease the manufacturing skills gap by supporting these motivated high school students and helping them to enhance their knowledge outside of the classroom.
Educating Tomorrow’s Workforce
Each year, Manor Tool offers an internship program over spring break to honor our commitment to the Chicago manufacturing industry. We work with local high schools and trade associations in an effort to increase interest and knowledge about our industry and the many career opportunities it offers.
Our internship program has two main goals. First, we aim to give interested students the chance to learn more about manufacturing by allowing them to be a part of our team for a week. Second, we intend to create an interest in manufacturing to help build and grow tomorrow’s workforce.
We received numerous impressive resumes of students interested in joining our internship program. This year, two students stood out among the highly qualified candidates: Salvatore (Sal) Labarbera and Noah Guadalupe. These students were chosen based on their history of mechanical and engineering based classes and extracurricular activities. From looking at their resumes, we could tell they would be a great fit with the Manor Tool team.
Their week consisted of learning every facet of what Manor Tool does, starting with a tour of our facilities to learn how to operate a punch press. Over the next few days, Sal and Noah learned about all the departments and how each one impacts Manor Tool, including: Engineering and Design, Sales, Customer Service, Accounts Payable, and Ownership. We gave them a glimpse into the many departments and team members it takes to offer high quality stamping, machining, designing, and engineering services.
Looking Forward
As the need for qualified engineering and machining employees greatly increases, our team at Manor Tool hopes to help decrease the manufacturing skills gap by expanding our role to include more education and opportunities to prospective engineering students.
We enjoyed our week getting to know Sal and Noah, and we look forward to welcoming more interested students to our internship program in the future.
Metal components are used in a huge range of day-to-day applications, from smartphones and computers to cars and heavy machinery. Tools, equipment, appliances — and, more broadly speaking, our homes and workplaces — all depend on metal parts.
The emergence of metalworking was a pivotal step in the advancement of modern industry, and the field continues to break new boundaries every day. Our increasingly lightweight and responsive digital technologies, for instance, depend on various precision metal parts.
Progressive Die Stamping 101
Metal stamping machines are used to turn raw sheet metal into finished, three-dimensional parts. Allowing for the production of reliably strong, precise, quick-to-produce, durable, and efficient components, this versatile process is becoming more and more common in today’s manufacturing world. Favored for its overall efficiency and dependability, stamping can be used to create a huge range of metal components.
Progressive die stamping takes basic metal stamping technology to a highly detailed level, utilizing multiple work processes to perform different operations on a single part. This type of operation reduces the labor quotient to a negligible amount. Strip or sheet stock is unrolled from a coil and fed through the required manufacturing steps — such as forming, drawing, embossing, notching, punching, cutting, and piercing — resulting in a complex finished part. The high efficiency of this tooling process allows for cost-effective, large runs with very precise tolerances.
The Metal Stamping Tradition
Modern punches and dies first appeared in a machining guide in 15th-century Germany; during this time, they were used by locksmiths for hinge manufacturing. As technology marched forward, “successive gang cutting” and “follow-on” tooling innovations led to the first progressive stamping die operation, at the dawn of the 20th century.
These initial operations were primarily done in-house; electric motor manufacturers and machinists used the progressive stamping process to create components in high quantities in order to meet the ever-growing demand.
In the 1950s, Michigan saw the birth of what we now recognize as the first progressive die shop. During this time, engineer Ed Stouten founded the Capitol Engineering Co. to alleviate the shortcoming of the single-hit die manufacturing industry. Within 30 years, Stouten had developed the official manual for progressive die manufacturing, which would come to be referenced by designers, engineers, and managers alike. Stouten also began traveling the country giving educational seminars on the process — changing the face of metalworking forever.
Metal Stamping and Modern Industry
Sheet metal is used to create parts of all sizes and styles for a wide range of industries, and its versatility continues to expand. State-of-the-art progressive metal stamping machines are used across a huge range of fields and applications, including:
Home and specialty appliances
Aerospace engineering
Automotive, construction, and heavy equipment
Computer sciences, technology, and the Internet of Things (IoT)
Dentistry, medicine, and medical devices
Electrical, sound, and communications equipment
Military and defense
Manufacturing and industrial facilities
Sporting goods and recreation
Progressive Die Stamping Services From Manor Tool
At Manor Tool, we’re proud to carry on the metalworking tradition with highly specialized, adaptable, and extremely precise services for customers across diverse industries. We’re committed to constant improvement and innovation in everything we do, and fully embrace the progressive die stamping process to help provide seamless, quality-controlled transitions when projects evolve from short-run tests to high-volume production. We can work with a range of materials — including aluminum, stainless steel, copper, nickel, and brass — in thicknesses of 0.005 inch to 0.500 inch.
The last post focused on the physical changes that can be made to projects which, when implemented properly, can have a positive effect on your profit margins.
There are additional ways that money can be saved on your stamping projects, beyond changing physical things like the materials used for the part and the tooling used to create it.
In this post, we’ll explore the “mental” and engineering aspects that can lend themselves to a cheaper (and often times more effective) metal stamped part.
Project Management
Whether you are an engineer or a procurement manager, “project management” is likely not the first item on your priority list when choosing a service provider. Costs, experience, and expected (promised) timelines are usually the determining factors in your final decision. In reality though, it’s the company’s project management structure and the project managers themselves that directly affect those factors and the ultimate success of your project.
If your service provider cannot immediately lay out who your points of contacts are, and who will be running each step of your project’s timeline, you should reconsider your partnership with this provider. It needs to be guaranteed that you will have a clear and open means of communication throughout the project, so that if and when changes need to be made (design, materials, delivery, etc.) they can be handled quickly, efficiently, and most importantly, cheaply. Without that line of communication, you run the risk of having to manage the project from afar – costing you both time and money in the long run.
Project management can make or break your metal stamping project. Excellent project management will ensure that every aspect of your project runs smoothly and efficiently, and in a world where time is quite literally money, one cannot afford to run into missed deadlines or incorrectly run parts due to poor project management.
Design Review
When bringing a project to a metal stamper, it’s important to know that the staff is properly equipped (and prepared) to do a design review of your part before accepting the job and bringing it to production.
Design reviews are typically done by the management team and head engineers, and are used to ensure:
That the part you require can actually be completed by the machinery on-hand.
That your part design is as efficient as possible.
That all Tolerances, Dimensions and Radi are suitable for a Metal Stamped Production.
The design reviews provide you with the opportunity to get feedback from individuals that are seeing the project for the first time. The fresh perspective can often lead to suggestions or changes to a part design that can lead to cost savings during part production and an overall better part.
Learn More
For even more ideas on how to save money on your metal stamping projects, download our full resource below:






 Metal stamping is a cost-effective process that allows manufacturers to meet customer expectations without risking profits. A diverse group of industrial manufacturers use metal stamping to control costs while delivering superior products.
Metal stamping is a cost-effective process that allows manufacturers to meet customer expectations without risking profits. A diverse group of industrial manufacturers use metal stamping to control costs while delivering superior products.
 On many projects our customers have a hard time determining the proper edge type for their
On many projects our customers have a hard time determining the proper edge type for their 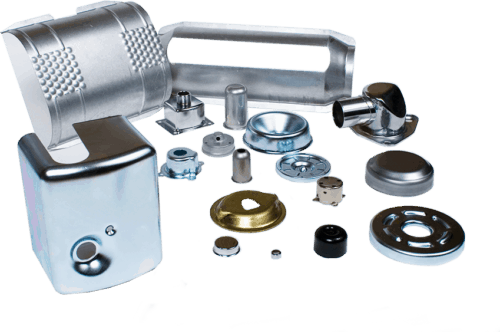 This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:
This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:


 Since 2000, we’ve upgraded our production department to include a 400-ton stamping press, a 330-ton Servo press, and an automated robotic production cell to complement our 32 stamping presses. But one thing that’s never changed is our proud tradition as an independent, family-owned company.
Since 2000, we’ve upgraded our production department to include a 400-ton stamping press, a 330-ton Servo press, and an automated robotic production cell to complement our 32 stamping presses. But one thing that’s never changed is our proud tradition as an independent, family-owned company. We at
We at