


Table of Contents
- Which Edge Type is Right for You?
- Common Industries for Deep-Drawn Stamping
- Medical & Pharmaceutical
- Agriculture
- Military
- Aerospace
- Consumer Goods
- Energy
- Major Applications of Modular Construction
Which Edge Type is Right for Your Deep Drawn Stamping?
 On many projects our customers have a hard time determining the proper edge type for their deep drawn stamping design. The edge type can be the difference in a cost effective and ready to assemble part. This guide will help you determine the best edge type for part performance and cost savings.
On many projects our customers have a hard time determining the proper edge type for their deep drawn stamping design. The edge type can be the difference in a cost effective and ready to assemble part. This guide will help you determine the best edge type for part performance and cost savings.
Blank and Draw With Un-Trimmed Flange
If your design requires a flanged edge but it is not a critical dimension, you can use the “Blank and Draw with Un-Trimmed Flange” edge type to save on your cost per part. This option uses no additional tooling and results in an irregular flange diameter. It will not be concentric to the overall drawn part. Please specify the burr side in your design.
Blank and Draw With Trimmed Flange Diameter
When the flanged edge of your deep drawn part is a critical dimension for assembly, specify the “Blank and Draw with Trimmed Flange Diameter”. The process produces precision flange diameters through additional tooling or stations. The extra stations or tools will increase the cost per part and be more expensive than other edge type options, but it will produce assembly ready pieces. Please specify flange and burr direction when designing your part with this edge type.
Pinch Trim Cut
If your design does not require a flange, and a slight flare at the edge of your deep drawn part is acceptable, the “Pinch Trim Cut” is an option. The size of the flare at the open end of the draw will depend on the material thickness. With the “Pinch Trim Cut” edge you can specify your cut, break, and burr side preference when designing your deep drawn part. It is possible that additional tooling may be required for certain combinations of material thickness, depth, and burr direction. However, the goal is to do all of this in the same process to keep costs down.
Shimmy Die Cut
If your design requires a completely clean cut edge or the sidewalls of your deep drawn part will have notches or shapes, the “Shimmy Die Cut” is an alternative. Additional tooling is required to achieve this precision and with that comes increased cost per part. Select this edge type when your design mandates a clean edge or additional cut features in the open end of the draw. Keep in mind that the burr will be on the inside of the draw.
Flush Trim Cut
The “Flush Trim Cut” is a cost effective alternative to the “Shimmy Die Cut”. As the cut can be performed during the draw process, no additional tooling is required for a 10-25% of stock thickness radius on the inside of the draw. If the radius is acceptable for your design, the cup side burr is not going to cause assembly issues, and a completely clean cut is not required, this is an option to explore to save manufacturing costs.
Blank and Draw No Flange
When side wall edges are not important for your final part, the “Blank and Drawn No Flange” provides the most cost effective solution. There is no additional design or tooling cost as the edge is allowed to shape in an irregular fashion. The resulting edge will be inconsistent and varied based on the depth of the draw and the stock material thickness. The burr will be on the inside of the draw. If the finally assembly of your product does not require a precise edge on the deep drawn parts, this is an area where you can save on production costs at the design stage.
Common Industries for Deep-Drawn Stamping
Deep-drawn stamping is a popular and versatile way to form metal sheets into hollow, axisymmetric shapes. Using this manufacturing technique, stampers work with dies to shape large metal sheets, or blanks, into specific forms. This stamping method is distinct from other metal stamping techniques in that it creates deeper objects and components than other methods can accommodate. In fact, stamping is typically only called deep drawing if the item’s depth is at least as long as its radius.
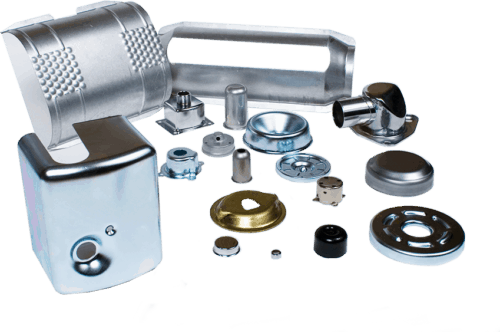 This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:
This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:
- Sinks
- Plumbing fixtures
- Baking pans
- Automotive parts
- Beverage cans
- Casings
- And many other products
One of the key benefits of deep-drawn stamping is that it allows for low-cost production at high volumes. This efficiency is possible even when extremely precise tolerances are required because the process can continue with little downtime once the proper molds have been cast and the proper dies have been configured. Deep-drawn stamping is indispensable to large swathes of the global manufacturing community, and we explore a few of its most common industrial uses below.

Medical and Pharmaceutical
Medical and pharmaceutical tools must be manufactured with extremely high precision to comply with industry standards. They’re often made of steel alloys and other metals because these materials are easy to disinfect. Because deep-drawn stamping complies with the wide range of geometries, tolerances, and biocompatibility issues required by medical device manufacturers, the technique is used to produce subcomponents for:
- Syringes
- Oxygen tanks
- Thermometer probe covers
- Surgical devices
- And many other medical technologies
Agriculture
Deep-drawn stamping is used to manufacture a diverse array of plumbing and irrigation system components because many of these parts require axisymmetric shapes that can resist leaks and withstand a wide variety of corrosion risks and weather issues. Some agricultural subcomponents built using deep-drawn stamping include:
- Irrigation pipes
- Connectors
- Casings
- Pumps
Military
Deep-drawn stamping’s ability to mass produce large volumes of intricate items at tight tolerances and with quick turnaround times can prove crucial in military applications, which rely on this technique to build weapon casings and components.
Aside from the benefits it brings to weapon component manufacturing, deep-drawn stamping also produces parts integral to military vehicles including automobiles, airplanes, and aquatic vehicles. Some examples of these abilities include:
- Exhaust mufflers
- Engine and body mounts
- Jounce bumpers
Aerospace
The aerospace industry relies heavily on deep-drawn stamping to manufacture high-precision subcomponents for planes that can withstand the extreme pressure fluctuations and adverse environmental conditions that aircraft regularly encounter. Deep-drawn stamping can work with many of the lightweight metals crucial to aerospace manufacturing, particularly aluminum. Using this technique, aerospace manufacturers build everything from motor and seat components to equipment casings and enclosures.
Consumer Goods

Thanks to the range of shapes accommodated by deep-drawn stamping, there is a correspondingly large number of consumer goods that can be fabricated using the technique. Common home receptacles and tools, including cans, pots, and pans, can be made efficiently and cost effectively through deep drawing. Other possibilities include:
- Home and garden décor
- Storage or food and beverage containers
- Trash cans
- Furniture Subcomponents
Energy
Some of the most critical electrical components are produced via deep-drawn stamping, including batteries and solenoids. Larger components such as enclosures for generators are also viable candidates for deep-drawn production, and this process is used to build many prevalent components in electric substations as well.
Manor Tool’s Deep-Drawn Stamping Capabilities
Virtually every industry in today’s manufacturing climate relies on deep-drawn stamping because of its versatile ability to produce a wide range of precision components at high volumes. At Manor Tool, we’re experts in providing customizable deep-drawn stamping solutions for every industrial sector.
No matter your project’s specific manufacturing requirements, we at Manor Tool are eager to help you find an optimal stamping solution. For more information about our offerings, or to inquire about our ability to match your expectations, feel free to contact us or request a quote today.

Tags: deep drawn stamping