Some of the most intricate steel, aluminum, copper, brass, nickel, and plastic components are created with deep drawn stamping. Even though it’s a highly precise endeavor that requires specific equipment and experience, it’s a simple concept that involves pressing a sheet of metal into a cavity to create the desired shape of the part. The technique gets its name from the fact that the finished product is usually deeper than it is wide. Visit our Deep Drawn Stamping page to view how this process is performed!
At Manor Tool & Manufacturing Company, we work with more than 30 400-ton presses, giving us the capability to produce parts ranging from 0.005 to 0.05 inches in thickness with tight tolerances. We’re committed to quality control and production monitoring to ensure the best products for our customers.
Benefits of Deep Drawn Stamping
There are many advantages, including:
High Quality Parts: Since they’re created from a single piece of metal, there are no seams, joints, or weak areas.
Strength and Durability: Stamping the metal increases its strength via strain hardening.
Cost-Effective Repeatability: The process is especially effective for large runs. Once the dies are created, you can manufacture a high volume of precise components.
Versatile:Deep drawn stamping is ideal for even the most complex designs.
Short Lead Time: It’s relatively easy to go from design to production.
Precise:The tools create accurate cuts and shapes, and since no heat is used in the process, you can avoid warping for greater precision.
Reduced Waste: A precise, replicable process means you know how much material you’ll need and you can avoid excess scrap metal.
Working With Manor Tool & Manufacturing Company
What started as a small tool and die shop in 1959 has become an ISO 9001:2015-certified leader in metal stamping. Manor Tool can handle both low-volume prototyping and high-volume production, and thanks to our range of equipment in our 44,000-square-foot facility, we can customize your order based on your unique needs.
We’re committed to innovation and the education of the next generation of manufacturers throughout the Chicago area and all over the United States. Visit our Deep Drawn Stamping service page or Contact us to learn more about deep drawn metal stamping and the other services we offer, or request a quote for your next project.
When you think of pizza (and let’s face it, who doesn’t think of pizza on a regular basis?) your mind may wander into the various offerings depending on your geography. New Yorkers think of wide, foldable crusts with a touch of blistered char, just thick enough for a toothsome chew. Californians picture thin, crisp crusts topped with innovative combinations of ingredients. But if you’re in Chicago, pizza means a pie with a hearty crust and layers of toppings all served up via deep-dish pizza pans.
Chicago was a popular area for Italian immigrants from the end of the 19th century to the early 20th century. As they flocked to the city, they brought with them their love of pizza. This passion resulted in a new culinary creation that married Italian and American traditions: deep dish pizza. Thicker than a Neapolitan style pizza, but thinner than a Sicilian, deep dish pizza features a hearty crust, sauce over its cheese, and various meats and vegetables. To note, the first one was sold by Ike Sewell and Ric Riccardo at Pizzeria Uno in 1943.
The Deep-Dish Pizza Pan
Image courtesy of Pizzeria UNO
To facilitate the construction of deep-dish pizza, pizzamakers use pans that are specifically designed to allow the crust to extend up the sides and form a shallow container for the other pizza ingredients. In most respects, standard and deep-dish pizza pans are the same. However, deep dish pizza pans are distinguished by their taller metal walls. In addition to making it easy to cook deep dish pizza, they can be easily stacked and carried and used for proofing dough.
These pans are generally available in round and square shapes and are made from aluminum or tin-plated stainless steel. Non-stick coatings can also be added to allow for easier cleanup.
How Are Deep Dish Pans Made?
Manufacturers use deep drawn stamping to create a wide range of metal products, including deep dish pizza pans. This manufacturing technique employs a custom stamping die and stamping press to form sheet metal into hollow shapes.
Deep drawn stamping is ideal for producing deep dish pizza pans for a number of reasons, including:
Minimal warpage. As metal stamping is a cold forming process, it does not use heat to produce parts. This quality allows for the production of more precise and accurate parts as there is no chance of thermal warpage.
High product strength. Deep drawing strengthens metal through a process called strain hardening, which rearranges the metal’s crystalline structure as it is pressed into shape. After deep drawing operations, finished stamped parts tend to demonstrate greater material hardness and strength.
No seams. Seams can serve as weak points in formed and assembled parts and increase the risk of leakage or breakage. Deep drawn pieces are stamped out of a single sheet of metal, meaning they have no seams.
By using deep drawing to produce deep dish pizza pans, the result is a sturdy pan that can be used to create a chewy crust with a crisp exterior and a bubbling cauldron of sauce, cheese, and toppings within.
Deep Drawn Stamping Services from Manor Tool
At Manor Tool & Manufacturing, we offer custom deep drawn stamping services for industries ranging from aerospace and automotive to refrigeration and restaurant service. Our stamping capabilities allow us to produce countless parts and components, including deep dish pizza pans.
Our team is equipped with a fleet of over 30 400-ton presses, each of which allows for various press strokes and stamping capacities. Combined with our team’s knowledge and years of experience in stamping, this equipment allows us to stamp several types of material, including aluminum, brass, copper, nickel, plastic, and steel, in thicknesses of 0.005 to 0.5 inches with tight tolerances. To ensure the quality of our products, all deep drawn stamped products, assemblies, and sub-assemblies are subjected to rigorous ISO 9001:2015 certified quality control measures throughout the production process.
If you need a deep drawn stamped product, our expert team can take your project from design to end product. For more information on our stamping capabilities or to partner with us, contact us or request a quote today.
Which Edge Type is Right for Your Deep Drawn Stamping?
On many projects our customers have a hard time determining the proper edge type for their deep drawn stamping design. The edge type can be the difference in a cost effective and ready to assemble part. This guide will help you determine the best edge type for part performance and cost savings.
Blank and Draw With Un-Trimmed Flange
If your design requires a flanged edge but it is not a critical dimension, you can use the “Blank and Draw with Un-Trimmed Flange” edge type to save on your cost per part. This option uses no additional tooling and results in an irregular flange diameter. It will not be concentric to the overall drawn part. Please specify the burr side in your design.
Blank and Draw With Trimmed Flange Diameter
When the flanged edge of your deep drawn part is a critical dimension for assembly, specify the “Blank and Draw with Trimmed Flange Diameter”. The process produces precision flange diameters through additional tooling or stations. The extra stations or tools will increase the cost per part and be more expensive than other edge type options, but it will produce assembly ready pieces. Please specify flange and burr direction when designing your part with this edge type.
Pinch Trim Cut
If your design does not require a flange, and a slight flare at the edge of your deep drawn part is acceptable, the “Pinch Trim Cut” is an option. The size of the flare at the open end of the draw will depend on the material thickness. With the “Pinch Trim Cut” edge you can specify your cut, break, and burr side preference when designing your deep drawn part. It is possible that additional tooling may be required for certain combinations of material thickness, depth, and burr direction. However, the goal is to do all of this in the same process to keep costs down.
Shimmy Die Cut
If your design requires a completely clean cut edge or the sidewalls of your deep drawn part will have notches or shapes, the “Shimmy Die Cut” is an alternative. Additional tooling is required to achieve this precision and with that comes increased cost per part. Select this edge type when your design mandates a clean edge or additional cut features in the open end of the draw. Keep in mind that the burr will be on the inside of the draw.
Flush Trim Cut
The “Flush Trim Cut” is a cost effective alternative to the “Shimmy Die Cut”. As the cut can be performed during the draw process, no additional tooling is required for a 10-25% of stock thickness radius on the inside of the draw. If the radius is acceptable for your design, the cup side burr is not going to cause assembly issues, and a completely clean cut is not required, this is an option to explore to save manufacturing costs.
Blank and Draw No Flange
When side wall edges are not important for your final part, the “Blank and Drawn No Flange” provides the most cost effective solution. There is no additional design or tooling cost as the edge is allowed to shape in an irregular fashion. The resulting edge will be inconsistent and varied based on the depth of the draw and the stock material thickness. The burr will be on the inside of the draw. If the finally assembly of your product does not require a precise edge on the deep drawn parts, this is an area where you can save on production costs at the design stage.
Common Industries for Deep-Drawn Stamping
Deep-drawn stamping is a popular and versatile way to form metal sheets into hollow, axisymmetric shapes. Using this manufacturing technique, stampers work with dies to shape large metal sheets, or blanks, into specific forms. This stamping method is distinct from other metal stamping techniques in that it creates deeper objects and components than other methods can accommodate. In fact, stamping is typically only called deep drawing if the item’s depth is at least as long as its radius.
This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:
Sinks
Plumbing fixtures
Baking pans
Automotive parts
Beverage cans
Casings
And many other products
One of the key benefits of deep-drawn stamping is that it allows for low-cost production at high volumes. This efficiency is possible even when extremely precise tolerances are required because the process can continue with little downtime once the proper molds have been cast and the proper dies have been configured. Deep-drawn stamping is indispensable to large swathes of the global manufacturing community, and we explore a few of its most common industrial uses below.
Medical and Pharmaceutical
Medical and pharmaceutical tools must be manufactured with extremely high precision to comply with industry standards. They’re often made of steel alloys and other metals because these materials are easy to disinfect. Because deep-drawn stamping complies with the wide range of geometries, tolerances, and biocompatibility issues required by medical device manufacturers, the technique is used to produce subcomponents for:
Syringes
Oxygen tanks
Thermometer probe covers
Surgical devices
And many other medical technologies
Agriculture
Deep-drawn stamping is used to manufacture a diverse array of plumbing and irrigation system components because many of these parts require axisymmetric shapes that can resist leaks and withstand a wide variety of corrosion risks and weather issues. Some agricultural subcomponents built using deep-drawn stamping include:
Irrigation pipes
Connectors
Casings
Pumps
Military
Deep-drawn stamping’s ability to mass produce large volumes of intricate items at tight tolerances and with quick turnaround times can prove crucial in military applications, which rely on this technique to build weapon casings and components.
Aside from the benefits it brings to weapon component manufacturing, deep-drawn stamping also produces parts integral to military vehicles including automobiles, airplanes, and aquatic vehicles. Some examples of these abilities include:
Exhaust mufflers
Engine and body mounts
Jounce bumpers
Aerospace
The aerospace industry relies heavily on deep-drawn stamping to manufacture high-precision subcomponents for planes that can withstand the extreme pressure fluctuations and adverse environmental conditions that aircraft regularly encounter. Deep-drawn stamping can work with many of the lightweight metals crucial to aerospace manufacturing, particularly aluminum. Using this technique, aerospace manufacturers build everything from motor and seat components to equipment casings and enclosures.
Consumer Goods
Thanks to the range of shapes accommodated by deep-drawn stamping, there is a correspondingly large number of consumer goods that can be fabricated using the technique. Common home receptacles and tools, including cans, pots, and pans, can be made efficiently and cost effectively through deep drawing. Other possibilities include:
Home and garden décor
Storage or food and beverage containers
Trash cans
Furniture Subcomponents
Energy
Some of the most critical electrical components are produced via deep-drawn stamping, including batteries and solenoids. Larger components such as enclosures for generators are also viable candidates for deep-drawn production, and this process is used to build many prevalent components in electric substations as well.
Manor Tool’s Deep-Drawn Stamping Capabilities
Virtually every industry in today’s manufacturing climate relies on deep-drawn stamping because of its versatile ability to produce a wide range of precision components at high volumes. At Manor Tool, we’re experts in providing customizable deep-drawn stamping solutions for every industrial sector.
No matter your project’s specific manufacturing requirements, we at Manor Tool are eager to help you find an optimal stamping solution. For more information about our offerings, or to inquire about our ability to match your expectations, feel free to contact us or request a quote today.





 On many projects our customers have a hard time determining the proper edge type for their
On many projects our customers have a hard time determining the proper edge type for their 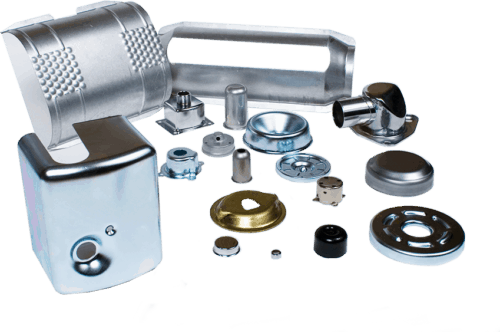 This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:
This process is most commonly used to produce cylindrical components, but it can build other shapes as needed, including boxes as well as more complex geometries. Given this capability, deep-drawn stamping can be used to create for a wide range of subcomponents for household and industrial objects, including:

